-
��ϸ��Ϣ
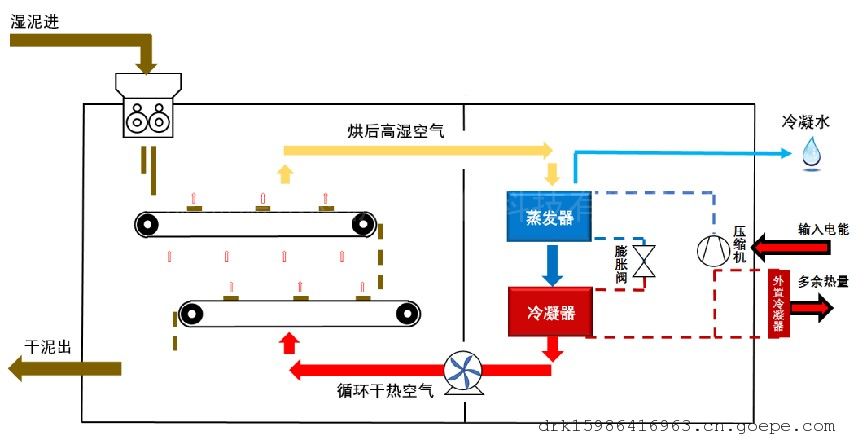
��ҵ���ദ�������Զ��ɻ��豸һ������ɻ�ϵͳ�������̣�
ʪ����Ӷ������������ϣ������ȷֲ��ڻ����ƶ��ĺ���������ϣ�����ӵײ����Ͽڳ��ϡ��豸����������ˮ���ʪ����ɻ���10%�ĺ�ˮ�ʣ����ų�����ˮ��������ˮ�ء�����ϵͳ��������������Դ��ֻ���ĵ��ܣ���Դ���ü�㡣����Ƴ�ȫ�Զ�����ģʽ����������̫���˹���Ԥ���������й��̼Ȱ�ȫ�ֻ�����
���������ص㣺
��1��ģ�黯��ƣ��ṹ���գ��ȱ��ͺ��ϵͳ�߶ȼ��ɣ���װ�����ڶ̣�
��2�� ��Ч�ߣ����гɱ��ͣ��ȱ�SMER>4.5 kg.H2O/kwh������SMER>20 kg.H2O/kwh��
��3�����»��������У��л���ֵ��ʧС��
��4���������¶ȵ���40°C��
��5��ȫ�ܷ⣬�����������3%������С��65dB��
��6������ˮ��Ⱦ��Ũ�ȵͣ�������������ˮCOD<100ppm��SS<30ppm;
��7������ɱ������Чɱ��ԭ�壬������63°C���ϵĻ���������ʱ���Լ45min��
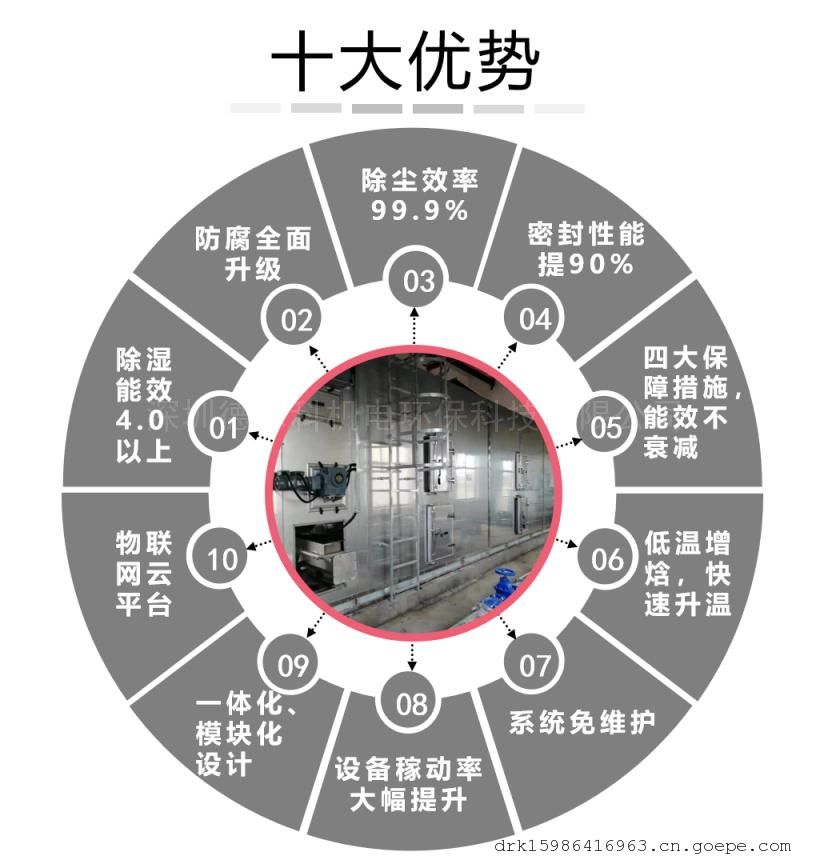
���������ص�
��1�������ܺļ���������Ʒ�Ƶ�ר�ø����ȱ�ѹ��������ʪϵͳ�������¶��ݼ���ƣ�����ѹ�������ģ����ѹ��������Ч��COP���Ӷ�������SMER
��2���������ʼ��������Ȼ��ռ�������Ч����3��������ʱ������2/3��
��3���˴�������ʩ��ǿ������ѹ�����������壬��ѭ������ȫ���롣
��4���ܷ������������������������ܷ�������ܾ���ð©��
��5���Ĵ��ϴ�ʩ����Ч��˥����
��6��ϵͳ��ά����ƣ����ø�Ч�������װ�����������Ч�ʸߴ�99.9%�������䱸��������ϴװ�ã������˹�������
��7���豸�����ʵ����Ż��ṹ��ƣ���������գ������������ϸ�������ܿش�ʩ�����ô�Ʒ����ʴ��ר���Ͳ�����ʹ����������
��8����������ģ�黯������豸�������䷽�㣬�ֳ���װ����װʱ������60%���ɸ��ݳ���ʵ�����������
��9�����绯���ܿ�����ȫ�Զ����У���ʵ���Զ�������ʡ�˹���Զ�̵���ά���ȣ�������ͨ���š����ź��ʼ�ƽ̨�ȷ�ʽ������Ԥ����
�ġ�Ӧ�ð���
����ɻ��豸�㷺Ӧ������������������ҩ������Դ����ơ����ӵ�·����ҵ��
���ǵĿͻ�������ǻ���������ˮ������ˮ����˹�����������������ղ������ǡ�������������ͨ�ͳ����м����š��������������ٵ��ӡ���γ��ܡ���ʢ��ҵ����ҩ���������»����ȹ�������ҵ���ͻ�����10���ʡ���С�������������ɻ��豸�����ձ��г���ʵ�ֳ�����ͻ����

���ǵ�Σ�ϣ�����һ����ô���������أ�
��ӭһ��ѧϰ���� ����Ůʿ ����ͬ����
-
�����ܸ���Ȥ
-
��Ʒ����
-
��Ʒ����
�� ��